Get the Total Guide to Leak Test Methods


Tracer gas leak testing is a popular and effective method for leak testing parts with very low leak rates that wouldn’t be possible using conventional air leak testing methods. Tracer gas leak testing can also be used as an alternative to underwater leak testing when greater accuracy is required.
Tracer gas leak testing involves filling a part or component with tracer gas and then measuring the gas that escapes using either a sniffer device or a type of test chamber. While it does require the handling of inert gas and potentially higher startup costs due to fixture and rigging needs, it is the best leak test option for those looking to locate precise leak rates and leak locations on a part.
Overview of tracer gas leak test methods and how they work
Helium is the most common type of tracer gas used for leak testing. Helium makes the test less susceptible to external environmental factors, like temperature changes, and helps manufacturer’s achieve shorter cycle times. However, the popularity of helium combined with a low supply on the market can cause it to be unavailable or quite expensive.
Forming gas is a cost-effective alternative to helium that can be used during tracer gas leak testing. Typically comprised of a mixture of 5% hydrogen and 95% nitrogen, it is a safe, non-flammable, and effective alternative that can be used for many testing applications.
Under the category of tracer gas leak testing are several specific methods, including:

Learn more about each method below to see if it could be right for your leak test application.
1. Leak Detection/Sniffing
This method could be right for you if:
This method could be wrong for you if:
How it works:
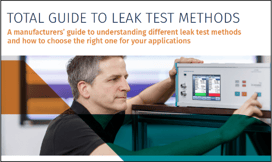
Manual leak detection using trace gas, or “sniffing”, makes it possible to locate the exact location of leaks and is mostly used for troubleshooting, as well as for process optimization. The test specimen is filled with helium or a helium/air mixture and then checked for leaks using a sniffer probe (either manually or robot-guided).
Leak detection can be used as a downstream process to a leak test of the total leakage rate, or as a stand-alone process. A distinction is made between focusing on the exact position accuracy and leak size (leakage evaluation) or rapid leak detection (position and IO/NIO evaluation).
This test method offers localization of leaks on pressure or vacuum stable test specimens and leak rates up to approx. 1x10-5 mbar l/s.
Robotic leak detection can be used instead of manual operation to automate sniffer leak detection. The constantly adjustable speed and distance to the test item, as well as the special precision, enable fast and accurate measurement results in leak localization. However, it requires a larger upfront investment.
2. Accumulation
This method could be right for you if:
This method could be wrong for you if:
How it works:
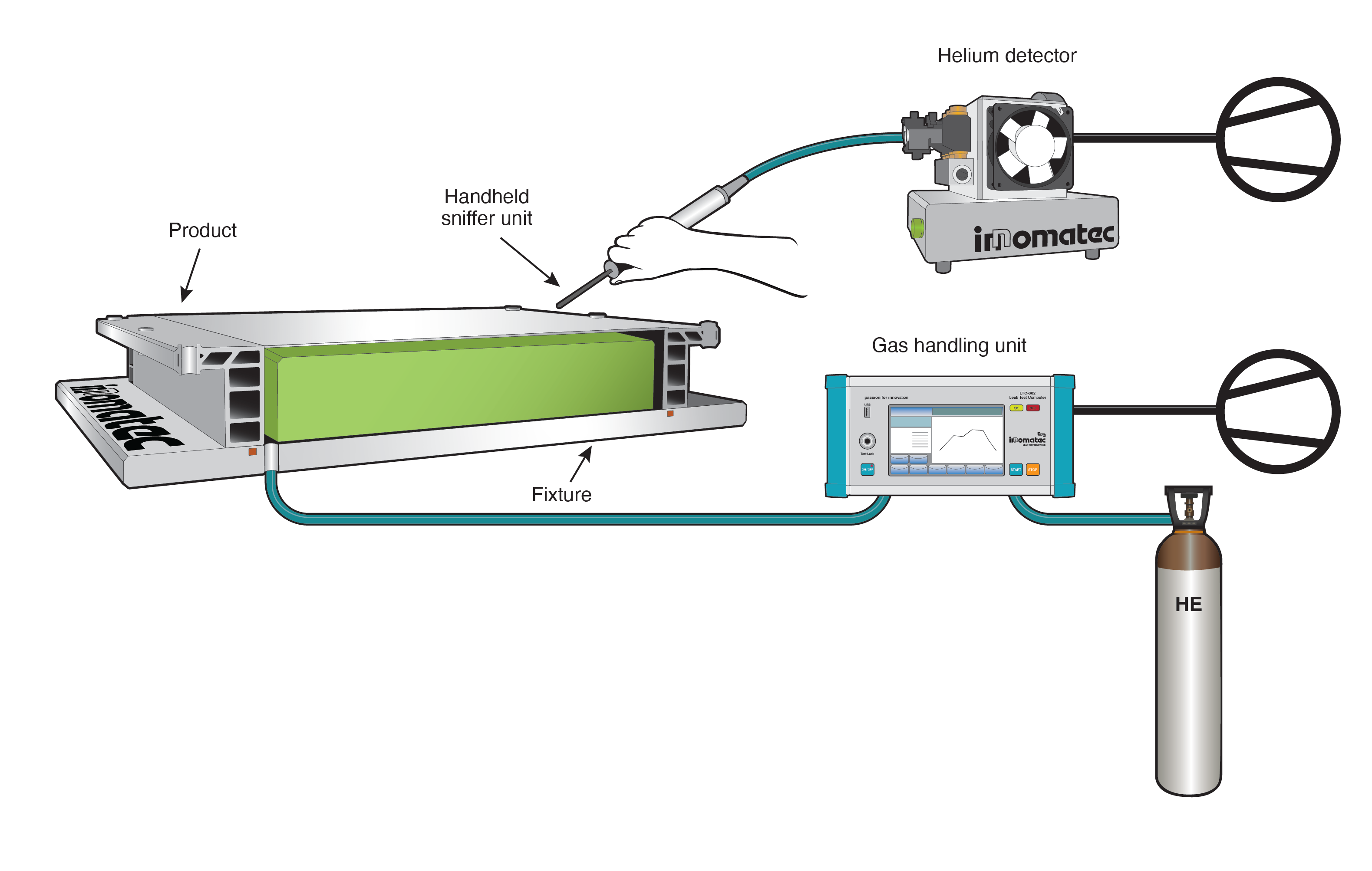
During accumulation leak testing, a simple accumulation hood is used to form a test space surrounding the test specimen. The test specimen is then filled with tracer gas. Inside this hood, the increase in trace gas concentration over a period (x) is measured under atmospheric ambient pressure.
This allows significantly smaller leaks to be detected, as is the case with the pressure change method. The greatest advantage, however, is the independence from environmental influences such as the temperature of the test specimen or the environment, drafts, vibrations, etc.
This allows, for example, leak testing of recently welded or otherwise thermally treated test specimens. Even specimens with very large and unstable volumes, can be tested quickly and efficiently. Leakage test on pressure-stable test specimens and leakage rates up to approx. 1x10-5 mbar l/s.
The accumulation process using trace gas is a good compromise between the highly sensitive vacuum integral process and the low-cost pressure change processes using air.
3. Vacuum Integral
This method could be right for you if:
This method could be wrong for you if:
How it works:
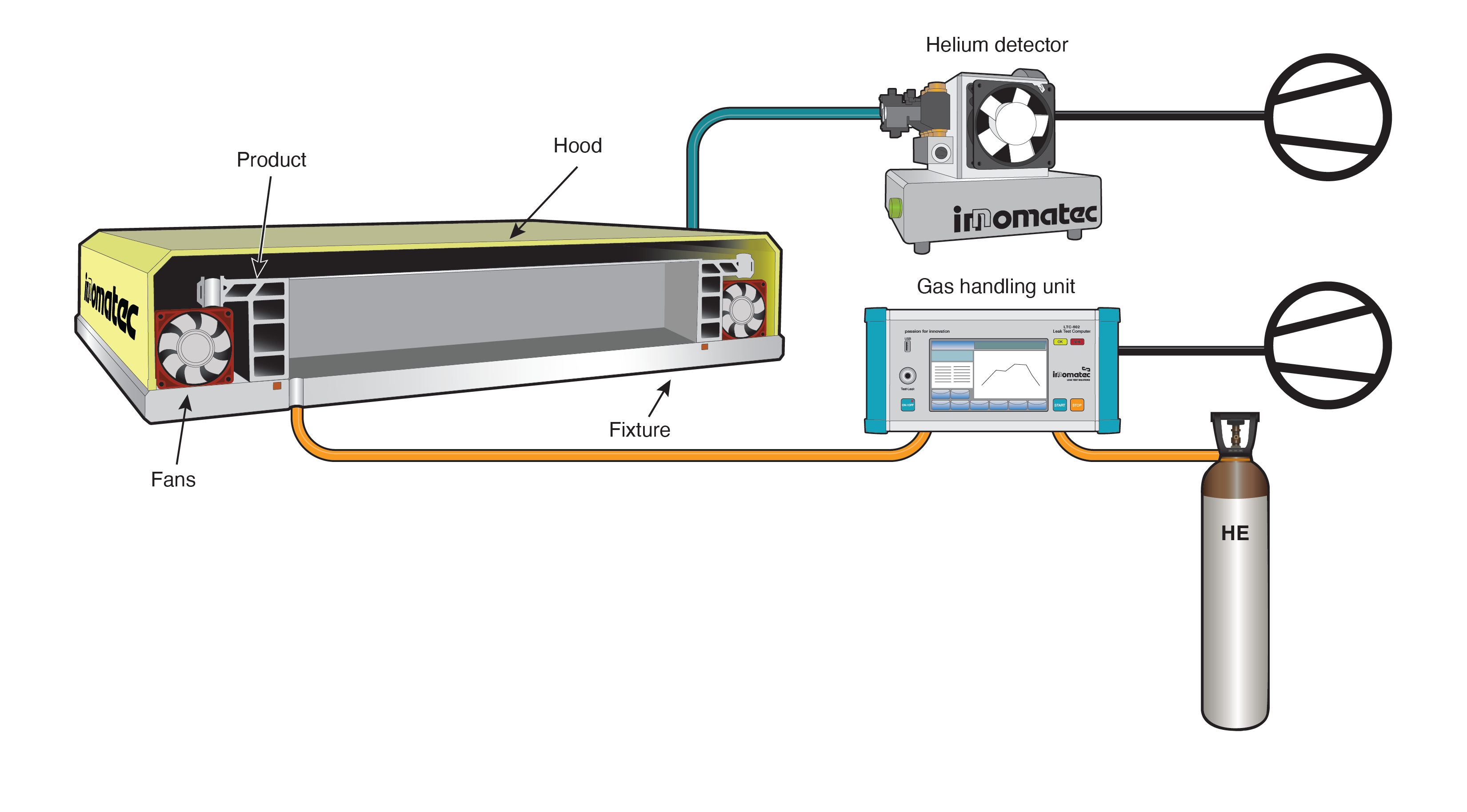
During a vacuum integral leak test, the test specimen is filled with tracer gas. The test chamber is placed under vacuum and the tracer gas leak detector is switched on. The high vacuum transports the escaping gas atoms to the leak detector. During the leak test, the amount of escaping trace gas within the vacuum chamber is analyzed by a leak detector and output in a leak rate.
A vacuum chamber and the fine vacuum generated in it (~1x10-4 bar) form a very neutral measuring environment, which means that even the smallest leaks can be detected in the shortest possible time under very high test pressures. No other measuring method combines this precision with the shortest cycle times and the ability to use in an industrial environment.
Have questions? Not sure which method is right for you?
The innomatec team is here to help!



Get the Total Guide to Leak Test Methods